Case Study: Custom Duplex RTD Pt100 Temperature Sensor Solution for the British Defence Industry
Introduction:
At Labfacility we specialise in the design and manufacture of high quality temperature sensors and other custom solutions tailored to meet the unique needs of our customers. This case study highlights how we successfully delivered a custom Duplex RTD Pt100 temperature sensor solution for a client in the British defence manufacturing industry.
Background:
An Engineering Manager from the British defence manufacturing industry approached us with a requirement for eight industrial temperature sensors to be used in a critical test rig. Their primary goal was to achieve highly accurate temperature measurement by integrating two separate sensors, one for data recording and the other for indication into a single Pt100 temperature sensor assembly.
Challenge:
The main challenge was to design a RTD temperature sensor that could house two separate sensors within one assembly while ensuring optimal performance and ease of installation. Finding the best way to terminate two sensors, without compromising on accuracy or ease of use and installation, was crucial.
Solution Development:
- Initial Consultation: We initiated the project by engaging in detailed discussions with the client to fully understand their specific requirements. Information about the Resistance Temperature Detector (RTD) they required was gathered to provide our Pt100 temperature sensor solution effectively.
- Information Gathering: A comprehensive questionnaire utilising our custom temperature sensor builder was provided to capture all core specifications and requirements. This step ensured that our Pt100 temperature sensor solution would be perfectly aligned with their needs.
- Technical Collaboration: Our technical sales team collaborated closely with the customer, exploring various options to address their RTD sensor requirement. It was determined that the client needed the most accurate Pt100 temperature sensor available. To meet this requirement, we selected 1/10 DIN Pt100. To satisfy their requirement for ease of installation and to house 2 x RTDs we chose a dome-top duplex RTD KNE terminal head, which facilitated local wiring and made future replacements straightforward.
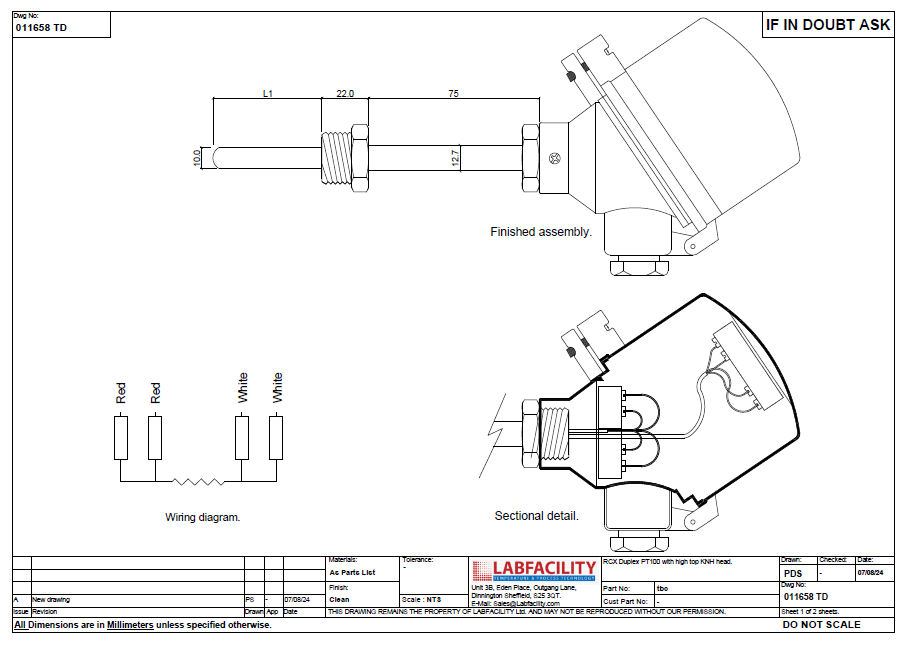
- Design Specifications: The Pt100 temperature sensor assembly was designed with a lagging length and a 1/2 BSP process thread to suit the customers pipe specifications. For maximum accuracy, we used 1/10 DIN RTD detectors, with all stainless steel wetted parts to ensure durability and reliability. With the Dome head allowing their team to wire locally.
- Production and Delivery: Following discussions internal between our Operations Manager, Production manager and technical sales team, a detailed technical drawing was produced. This was then reviewed by the customers technical manager and the design was agreed. The Duplex Pt100 temperature sensors were then manufactured at our production facility in Sheffield, calibrated, and quality tested to meet the client’s exact specifications. The entire process was completed within two weeks, adhering to the stringent project timeline.
Outcome:
The custom Duplex RTD Pt100 temperature sensor solution not only met but exceeded the customers’ expectations. Their engineering Manager commented “It’s been great to deal with you from start to finish, the products are now installed and working perfectly”. The duplex sensor assembly provided highly accurate temperature measurements while allowing for easy local wiring and installation. The customer benefited from a solution that was both innovative and practical, with the sensors being easy to install and maintain.
Conclusion:
This project highlights Labfacility’s ability to deliver complex, custom Pt100 temperature sensor solutions. Our UK based design and manufacturing capabilities, combined with our expertise in sensor technology, allowed us to meet the stringent requirements of a key player in the defence manufacturing industry. We remain committed to providing tailored solutions that help our clients achieve their operational goals.
Do you have a custom temperature sensor application?
Contact our technical sales team directly to discuss your application further on T: +44 (0) 1243 871280 or email sales@labfacility.com